首 页
企业概况
公司简介
企业文化
资质荣誉
联系我们
新闻资讯
企业动态
行业资讯
解决方案
节能设备
经典案例
诚聘英才
人才理念
招聘职位
在线应聘
在线留言
联系方式
解决方案
工业粉尘脱硫脱硝专业治理
生活/工业污水治理&雨水回收利用
有机废气(VOC)综合治理
联系方式
地 址:
西安市 · 沣东新城 · 红光大道 · 协同创新港 · 2号楼301室
电 话:
029-89508811 / 029-89508810
传 真:
029-89508810
邮 箱:
yangxu118@126.com
技术服务热线:
400-029-2295
首页
解决方案
燃烧法VOC治理技术
点击量:1726 发布日期:2016-04-18
蓄热式燃烧装置RTO
■ 蓄热式燃烧装置(Regenerative Thermal Oxidizer,简称RTO),是在热氧化装置中加入蓄热式交换器,预热VOC废气,再
进行氧化反应。RTO蓄热式热氧化装置一般采用天然气加热的方式。随着蓄热材料的发展,目前蓄热式热交换器的热回收率已经达
到95%以上,而且占用空间越来越小。这样辅助燃烧的消耗很少(甚至不用辅助燃烧,且当VOC的浓度达到一定值时,还可以从
RTO输出热量)。
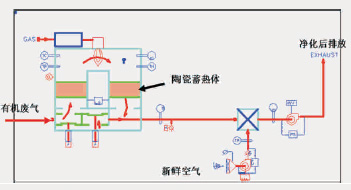
技术原理
■ 可燃有机废气在摄氏760~1000度发生热氧化反应,生成二氧化碳和水等。废气首先通过蓄热体加热到接近热氧化温度,而后进入燃烧室进行热氧化,氧化后的气体温度升高,有机物基本转化成二氧化碳和水。净化后的气体,经过另一蓄热体,温度下降,达到排放标准后进行排放。RTO装置中的蓄热式陶瓷填充床换热器可最大限度回收热能, 热回收率大于95%, 处理VOC时不用或使用很少的燃料。若处理低浓度废气, 可选装浓缩装置, 以降低燃料消耗。根据客户需求, 可设计两室、三室、多室或单室旋转式RTO装置。
工艺流程图
工艺流程描述
■ 生产废气经有组织收集后,经风机进入焚化炉,由燃料燃烧加热升温,被分解成CO 和H O,反应后的清洁高温烟气进入特殊结2 2构陶瓷蓄热体,95%的废气热量被蓄热体吸收并”储存”起来,温度降到接近进口温度(一般高30度左右)排放。蓄热体温度升高后,通过切换阀或者旋转装置转换气流方向,随时间变化分别进行吸热和放热,对热量进行有效回收利用。RTO热燃烧装置使用旋转阀替代了传统设备中众多的阀门以及复杂的液压设备。有机物去除率可以达到99%以上,热回收率达到95-97%
RTO适用于高浓度有机废气、涂装废气、恶臭废气的净化处理;适用于废气成分经常发生变化或废气中含有使催化剂中毒或活性衰
退的成分,含有卤素碳氢化合物及其它具腐蚀性的有机气体。一般适用于处理浓度在5000-20000mg/m3的多种有机废气。
■ 蓄热式燃烧装置由炉体(由两个、三个或多个蓄热室加一个氧化室组成)、陶瓷蓄热体、阀门切换系统、燃烧系统、控制系统等
五部分组成
装置特点与优势
● 操作费低,燃料费少。废气浓度在2000PPM以上时,装置基本不需辅助燃料
● 净化率高,净化率一般在98%以上,无二次污染
● 全自动控制,操作简单,可无人值守,运行稳定,安全可靠性高
● 不存在因压力变化产生的脉冲现象
● 采用分级燃烧技术,蓄热室内温升均匀,换热效果好,抑制了NOX的生成
● 炉膛容积小,设备的造价低。
● 蓄热陶瓷等设备使用寿命
典型应用
■适用于同一生产线上,因产品不同,废气成分经常发生变化或废气浓度波动较大的场合。应用行业包括汽摩、造船、自行车、家电、集装箱等厂的涂装线、石油化工、橡胶、涂料、粘胶、、印刷、漆包线等生产线的废气处理。尤其适用于需要热能回收的企业或烘干线废气处理,可将能源回收用于烘干线,从而达到节约能源的目的。
蓄热式催化燃烧装置RCO
■ 蓄热式催化燃烧法(RCO)是在蓄热式燃烧法的基础上发展起来的,RCO工作温度只需要400~600度之间,因此更节能,且安全,不产生NOx。
技术原理
■ 蓄热式催化燃烧治理技术是典型的气-固相反应,其实质是活性氧参与的深度氧化作用。在催化氧化过程中,催化剂表面的吸附作用使反应物分子富集于催化剂表面,催化剂降低活化能的作用加快了氧化反应的进行,提高了氧化反应的速率。在特定催化剂的作用下,有机物在较低的起燃温度下发生无焰氧化燃烧,氧化分解为CO 和水,并放出大量热能
工艺流程图
工艺流程描述
● 设备启动后,系统首先进入“点火升温状态”,当催化室温度升到330℃后,废气逐步进入催化床,催化燃烧器开始起燃。设备
进入催化工作状态。有机废气由蓄热床1底部流入,与蓄热体充分热交换后进入催化床1,温度高于起燃温度则开始进行催化反应,
经燃烧室进入催化床2进行催化反应,而后进入蓄热床2,与蓄热床2进行热交换,将废气氧化后所携带的热量储存在催化床2和蓄热
床2内。切换时间间隔根据废气中有机物的浓度及其分解后产生的热量多少进行设定。两组床体交替进行工作,使废气得到净化
● RCO设备主要由炉体、催化蓄热体、燃烧系统、自控系统、自动阀门等几个系统构成。
装置特点与优势
● 可同时去除多种有机污染物,工艺流程简单、设备紧凑、运行可靠
● 具有净化效率高,一般均可达99%以上
● 运行费用低,热回收效率可达95%以上
● 无废水、NO 产生,无二次污染 X
● 净化后的气体可直接用于烘箱加热,达到节能减排的目的
典型应用
■ RCO处理技术适用于同一生产线上,因产品不同,废气成分经常发生变化或废气浓度波动较大的场合。应用行业包括石油、化工、橡胶、油漆、涂装、家俱、印制铁罐、印刷等行业中产生的有机废气的净化处理。此外RCO还适用于污水处理站的除臭;烘箱产生的有机废气的净化处理,处理后的气体可回用,对设备加热,减少了烘箱需要的加热能量,达到节能减排的目的
。
转轮(转环)浓缩+后处理(RTO/RCO)
■ 转轮浓缩系统(Rotor Concentrator)和焚烧炉(CO、RTO、RCO等)组合工艺是目前最常用的处理高风量、低浓度废气的高效方法。通过减少风量可大大减小了焚烧炉炉体规格,从而降低设备投资成本和系统的运行成本。
■ 浓缩转轮所用吸附剂主要有沸石分子筛、活性炭等。目前市场上多用沸石(Zeolite)分子筛为吸附材料。
■ VOC浓度一般可浓缩为原来的10倍以上,最大浓缩比可达20:1。
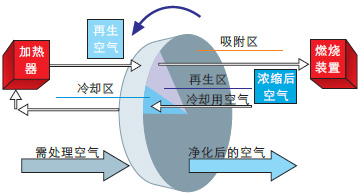
技术原理
■ 沸石转轮浓缩装置是利用吸附-脱附-浓缩三项连续变温的吸、脱附程序,使低浓度、大风量有机废气浓缩为高浓度、小流量
的浓缩气体。
■ 转轮分成吸附区、冷却区及脱附区。通过转轮的旋转,可在转轮上同时完成气体的脱附和转轮的再生过程。进入浓缩转轮的有机
废气在常温下被转轮吸附区吸附净化后直接排放至大气,接着转轮进入脱附区,吸附了有机物质的转轮在此区内脱附,吸附在转轮
上的有机物被分离、脱附、进入后续处理系统。如此循环工作。
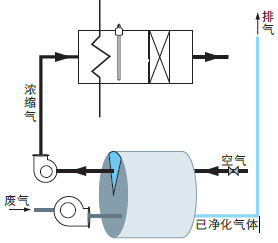
工艺流程图
工艺流程描述
■ 低浓度、高风量的有机废气流过浓缩转轮吸附区时,其中的挥发性有机物会被吸附下来。经过吸附净化后的气体(风量约占总量的90%)排放到空气中去。一小部分气体(风量约占总量的10%)被加热到脱附温度。浓缩转轮持续旋转到脱附区域,在此有机物从吸附剂上脱离到加热的少量气流中,从而转轮得到再生。而高浓度、低风量的浓缩VOC气体最终被送入焚烧炉(CO、RTO、RCO等)处理。再生后的沸石转轮进入冷却区,被冷却到常温后,再进入吸附区。
■ 沸石浓缩转轮由废气预处理系统、轮浓缩吸附系统、脱附系统、冷却干燥系统和自动控制系统等组成。
装置特点与优势
● 高吸、脱附效率,浓缩倍数达到5-20倍
● 沸石转轮吸附VOC所产生的压降极低,电力能耗少
● 整体系统采预组及模块化设计,空间需求小
● 经过转轮浓缩后的净化废气,可达到国家排放标准
● 低耗节能,运行费用低、维护方便
● 自动化控制,操作简单,无人值守
● 设备使用寿命长
典型应用
■ 特别适合于大风量,低浓度场合,包括:印刷、大型喷涂车间、家具、芯片、液晶LED工业等生产场所。
Copyright © 2016 西安卓越环保技术有限公司 All Rights Reserved. 版权所有
陕ICP备16004308号-1